

產品分類
產品搜索
- 請輸入您的關鍵詞:
新聞中心您的位置:首頁 > 新聞中心
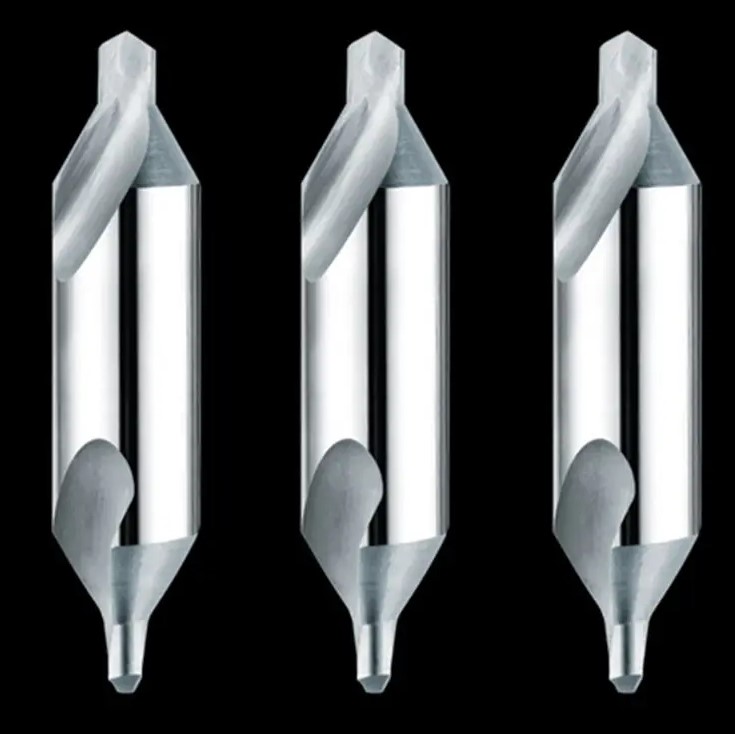
如何正確使用B型中心鉆?
2026-1-29
B型中心鉆的正確使用,核心就三點:裝夾要穩、參數要對、操作要規范。
一、裝夾與安裝
1.裝夾:用鉆夾頭裝夾,伸出長度約1/3,夾緊后確保同軸度。
2.安裝:插入尾座套筒錐孔,調整尾座使中心鉆靠近工件已車平的端面。
二、加工參數
轉速:500-1000 r/min(高速旋轉)。
進給量:手動進給,小而均勻。
冷卻:要使用切削液冷卻。
三、操作步驟
1.準備:工件端面車平,清*除毛刺。
2.起鉆:慢速進給,加注切削液。
3.鉆削:保持均勻進給,中途可退出排屑。
4.完成:停止進給后主軸慣性修整表面,鉆頭停留2-3秒再退出。
四、注意事項
嚴禁在未車平的端面上鉆孔,防止折斷。
適用:工序長、精度要求高的工件(1-10mm孔徑用A型)。
維護:使用后清洗上油保存。
五、常見問題
折斷:端面未車平或參數不當。
孔不光潔:未用切削液或退出過快。
偏移:尾座未校正或裝夾不同軸。
以上是B型中心鉆的使用介紹,希望能夠幫助到你。
上一條 [深孔鉆的轉速和走刀量選擇]
下一條 [A型中心鉆的正確使用方法]